發布日期:2018-07-13
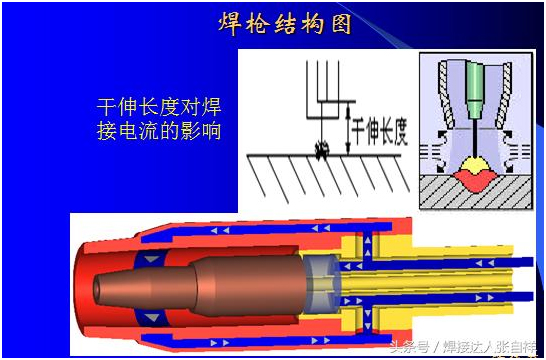
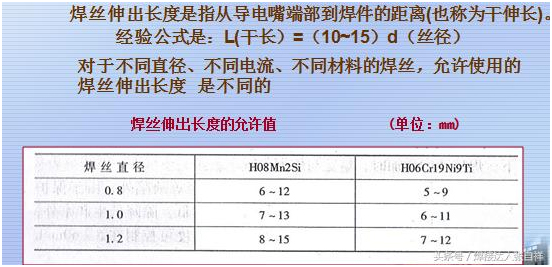
氣保焊的構造如上圖所示,在焊接過程中干伸長度的計算是從導電嘴到工件的距離,而不是從噴嘴到工件的距離,根據電流的大小,干伸長短也有不同的要求,如超出規范會影響焊接的穩定性和焊接質量。
 不同材料的使用要求
不同材料的使用要求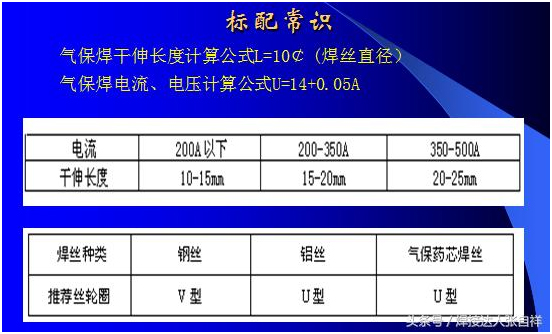 送絲輪的使用區別
送絲輪的使用區別
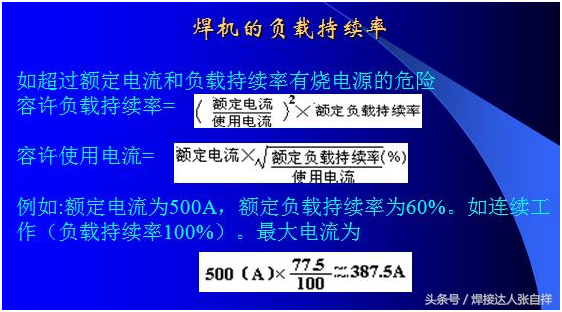
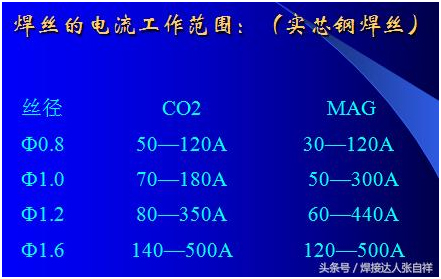
除了以上干伸長度對焊接的要求以外,對于送絲輪的使用可以參照上圖,焊接碳鋼、不銹鋼等實心焊絲采用的送絲輪為V型,焊接鋁合金或藥芯焊絲等材質較軟的焊絲可采用U型輪,如果選擇錯誤,可能會出現送絲不暢,參數匹配有誤等問題,另外,對于焊絲來講,每一種焊絲都有其焊接范圍,比如,如果采用1.2Mm焊絲,要想焊接500A的電流,就是把調節電流放到最大500A,也只能出300多安的電流就是這個道理,要想焊到500A,只需要不絲徑加到1.6或更粗的焊絲即可。這也是防止焊機超負載使用的一個方法,比如采用60%占載率的氣保500焊機,如果長時間焊接,那么根據公式就只能得出380A以內可以長時間焊接,為了避免焊工誤操作,可以選用1.2mm絲徑就不會出現超負載應用了,具體公式算法及焊絲需用電流表如下: